如何使用循圓測試儀
循圓測試儀測試之所以廣受歡迎,是因為它簡單易用、使用便捷,而且能夠生成豐富的定量資料。
循圓測試儀的測試原理是什麼?
理論上,如果在 CNC 機台上編程追蹤一個圓形軌跡,而且機台的定位效能理想,則實際圓會與設定圓吻合。在實務上,機台幾何尺寸、控制系統和磨損等許多因素都可能會導致測試圓的半徑及形狀偏離設定圓。
如果精確量測實際圓形軌跡,並將其與設定軌跡進行比較,則可獲得機台精度的總體評估。
這是包括 Renishaw QC20 循圓測試儀系統在內的所有伸縮式循圓測試儀的測試原理。
使用 QC20 循圓測試儀做測試,包含 3 個簡單的步驟:
安裝
- 藉由藍芽無線資料通訊,QC20 的連接非常簡單。Ballbar 20 軟體逐步引導操作人員完成設定步驟,測試設定簡單快捷。「零件程式產生器」可協助您在工具機上設定相對應的程式。
- 利用功能強大的檔管理功能,您可以快速搜索並打開已有的測試範本。
- 將中心座固定在工具機的工作台上。使用 QC20 循圓測試儀配件中的設定球,將主軸移到參考點上,即可確定測試的「原點」座標。
- 將主軸移至測試的起始位置,並將 QC20 循圓測試儀安裝到兩個定位的磁力接頭之間。
- 僅需簡單的 G02 及 G03 指令程式即可開始測試。
資料擷取:360° 測試
- 「傳統」測試要求機台執行兩個連續圓,一個為順時針方向,一個為逆時針方向。
- 在實務中,測試圓的前面和後面分別添加了一段圓弧,分別用於機台加速和減速。
- 通過使用延長桿,可以選擇測試半徑,以反映機器的尺寸和對特定問題的敏感度(例如,大圓更適合發現機台幾何誤差,小圓則對伺服不匹配或滯後更敏感)。
- 資料擷取即時顯示在螢幕上,因此在測試過程中可以即時檢測到所有誤差或問題,無需在測試結束後浪費額外時間(如果在慢進給率下執行大半徑測試,則更為重要)。
資料擷取:220°「部分弧線」測試
在 QC20 循圓測試儀推出之前,針對垂直於標準 XY 測試平面執行測試時,需要使用特殊的測試座並重新定位中心座。現在您無需移動中心座便可對互相垂直的三個平面進行測試。
秘訣就是 QC20 循圓測試儀系統具備在兩個平面中執行部分弧線 (220°) 測試的能力。此功能可以生成該圓弧的修正測試分析,但仍然為該測試生成總體圓度值。
系統以單個點為中心執行所有三項測試,允許使用 Ballbar 20 軟體的空間診斷報告功能,不僅能夠提供更多資訊,而且比舊系統的速度更快。
資料分析和診斷
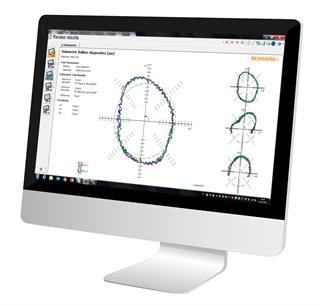
- 使用者可以選擇多種報告格式,包括國際標準(如 ISO、ASME)和全方位的 Renishaw 診斷功能(包括空間分析),報告中會提供多個不同的螢幕視圖和使用手冊的連結。
- 這些報告乃針對每一種機台定位效能的總體指標給出量測值,例如圓度偏差。
- 透過一次測試即可客製化多份報告,進而對機台誤差進行深度診斷。











