何時使用測頭?
Renishaw 以創新技術、公認方法和專家支援為基礎,可將您的「綠色按鈕」或「無人值守」製程目標化成現實。
Productive Process Pyramid™
Renishaw 的 Productive Process Pyramid™ 提供可在所有製造階段,識別製程控制活動的框架。層層控制可有系統地使用,移除加工過程中的變化,確保組件可接收,並在公差範圍內。
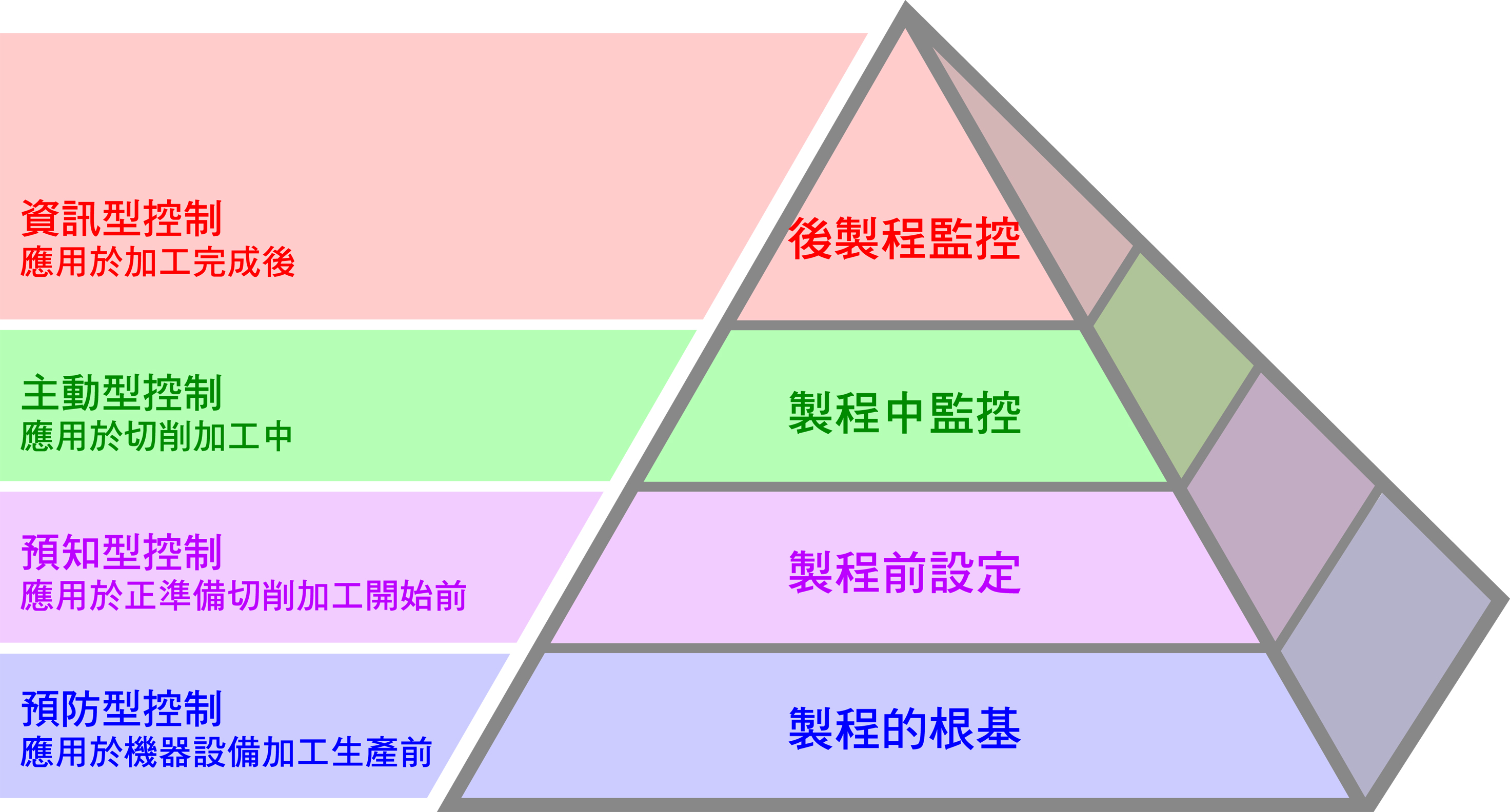

後製程監控層負責根據規格檢查製程和成品。除製程基礎層外,量測一律扮演非常重要的角色。
製程中控制層處理加工製造固有的偏差根源,例如刀具磨耗和溫度變化,並隨著加工製程進行對製程提供智慧的回饋。
製程設定層處理零件的位置、工具的尺寸,和機器上可能造成不合規零件的偏置等偏差根源。
製程基礎層涉及為加工機提供穩定的工作條件。屬於可在加工開始前,減少偏差根源數量的預防性措施。
預防性
可開始執行金屬切削前所需的機上活動,有助於預測製程是否成功。
機器設定可以建立…
- 定位和固定組件所需的旋轉軸、旋轉台或夾治具校準作業。
- 在夾治具上定位旋轉台的旋轉中心和/或參考點。
工件設定可以建立…
- 組件識別以選擇正確 NC 程式。
- 定位基準特徵以建立工件座標系統 (WCS)。
- 粗胚料/組件尺寸以確認加工餘量及粗切削加工的程序。
- 組件方向 (相對於機器軸) 以建立座標旋轉。
刀具設定可以建立…
- 自主軸鼻端算起之刀長,以建立刀長之補正值,並檢查刀長是否在特定的公差範圍內。
- 轉動中的刀徑,以建立刀徑之補正值。
開啟
內嵌於金屬切削製程中的動作,自動回應材料條件、固有製程偏差和非預期事件,提供讓製程成功的最大機會。
加工循環中的檢測可以…
- 讓金屬切削依加工程序偏差加以調整,例如工件的變形、刀具的偏擺、溫升變化。
- 根據實際材料條件更新座標系統、參數、偏置和邏輯程式流程。
破損刀具檢測辨識…
- 刀具是否仍存在。
- 刀具位置 - 確認有無脫離原位的情況發生。
- 破損和/或積屑的刀具邊緣。
資訊性
監控和報告活動,提供之後可能用以影響後續活動的已完成程序結果之相關資訊。
製程記錄紀錄…
- 加工過程中發生的事件,例如手動或自動變更製程參數、偏置或座標系統。
- 可能會影響結果的製程介入行為。
機上驗證可以…
- 在與金屬切削製程相同的環境條件下,檢測關鍵特徵。
- 深信加工製程的穩定性。
後製程報告可以…
- 作為組件品質穩定度的紀錄。
- 進行關鍵特徵尺寸的歷史追蹤,供機器條件監控和排程維護使用。
計算測頭量測如何為個人製程提供效益
如果您仍然以手動方式設定刀具和工件,並希望比較使用機上測頭量測的效益,歡迎使用我們的工具機測頭量測效益計算器
相關工具機說明文件
-
 袖珍指南: 解決方案 - 提升工件品質和精確度,提高 CNC 加工中心的效率
袖珍指南: 解決方案 - 提升工件品質和精確度,提高 CNC 加工中心的效率
CNC 工具機測頭袖珍指南
-
 Technical specifications: Probing systems for CNC machine tools [en]
Technical specifications: Probing systems for CNC machine tools [en]
The type of probing system that you need will depend on your machine tool and the nature of the probing application. This document focuses on the main applications for probing on machine tools. It contains an introduction to the use of probing for each application, plus guidance on the selection of the most appropriate system and technical information about each probe.
-
 White paper: Survival of the fittest - the process control imperative [en]
White paper: Survival of the fittest - the process control imperative [en]
In tough times, manufacturers focus on reducing their operating costs, but may not be able to afford to spend their way out by buying more productive machinery. With that pathway closed, what are the opportunities for radically reducing costs without replacing existing machines? This paper explores four areas where substantial savings can be found if firms are prepared to change the way they control their machining processes.


