量測專用精密測針
Renishaw 針對接觸式測頭供應種類齊全的精密設計測針。了解測針及配件品質如何在工業量測技術發揮關鍵作用,以及 Renishaw 如何為您提供支援。
Renishaw 精密測針
測針適用於 Renishaw 三次元量床、工具機、掃描測頭及 Equator™ 檢具系統。
50 年來的精密技術合作夥伴
精密測針設計用於補足 Renishaw 測頭量測系統的不足之處,以確保達到最佳效能。我們的標準系列產品涵蓋 500 項以上零件,並可依要求提供客製版產品。我們也擁有廣泛且經驗豐富的應用網路,提供您完整的技術支援和指導,協助您了解測針設計,以及測針在您特殊應用之中的使用方式。
Renishaw 提供的測針應用多元,包括可相容搭配使用 ZEISS 及 FARO® 的測頭。若要進一步了解適用於 ZEISS 及 FARO 測頭的測針系列產品,請參閱精密設計的測針頁面。




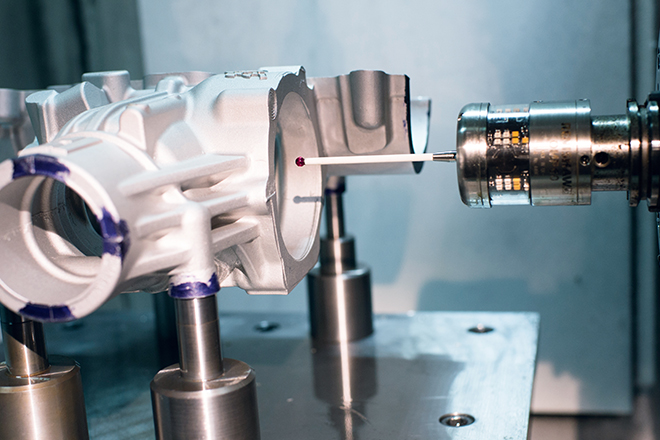
您的汽車製造解決方案合作夥伴
量產汽車元件在製造過程中,非常需要仰賴可重複進行的檢測及品質檢查流程。
雖然檢測測頭的測針在流程中似乎微不足道,但其實是量測作業的關鍵所在,因為測針會與元件接觸,讓測頭機構能夠移動,並產生訊號以便進行量測。
Renishaw 將各種微小細節都納入考量,例如測頭適當的使用方式。選擇測針時,必須考量欲量測元件的特徵及材質,此外使用的測頭量測系統也是考量重點。材質、尺寸、剛性及球度等測針屬性,可能會對量測效能及系統維護需求造成重大影響。
為什麼要成為 Renishaw 客戶?
測針及配件的品質在工業量測技術發揮關鍵作用。您可信賴本公司測針可提供的以下特色:
- 涵蓋 500 項以上零件的標準系列產品,以及 15,000 項以上的客製版產品。
- 頂尖的精密測針球。以第 5 級(0.13 微米球度)為標準產品,可要求提供第 3 級(0.08 微米球度)。
- 各式各樣的材料組合。
- 以廣泛且經驗豐富的應用網路,提供您完整的技術支援和指導,協助您了解測針設計,以及測針在您特殊應用中的使用方式。可涵蓋應用設定、測頭量測建議及材料選擇。
- 全球銷售支援網路,在 36 個國家設置辦事處。
- 存貨遍佈全球,確保快速在當地交貨。
- 網路商店在全球設有 9 個交易網站。

歡迎造訪網路商店,從種類齊全的標準解決方案中選擇測針。
如果您找不到所要的產品,請使用客製測針申請表提交客製需求。
測針是什麼?
測針是量測系統的一部分,會與元件接觸,因而產生測頭的機構位移。其中產生的訊號可用於進行量測。
測針是與工件之間的第一道連結。因此測針是否能在接觸點提供最高精度,將成為量測的關鍵所在。
待檢測的特徵限制了使用的測針類型與尺寸。然而,測針的最大剛性及端頭的完美的圓球度極其重要。
測針對於精度的重要性
是否能夠成功量測,大多取決於測頭測針接近特徵,並在接觸點維持精度的能力。
若測針搭配不佳的圓球度、球位置、螺紋密合度或非最佳設計,而使得量測時過度彎曲,則可能容易使您的檢具量測效能降低。
Renishaw 擁有測頭及測針專業設計能力,能開發出種類齊全三次元量床測針與工具機測針,並就能力所及提供您最高的精度。
Renishaw 測針適用於 ZEISS 測頭量測應用及 FARO® 手臂
Renishaw 推出更多測針產品,提供一系列用於各種 ZEISS 和 FARO 測頭的測針、轉接器和配件,讓測針產品陣容更加齊全完備。
其中包括一系列不同材質和螺紋尺寸的直測針,另有多款星形、圓盤與其他形狀的測針,以豐富選項因應您對 ZEISS 測頭的應用需求。
適用於 FARO 手臂的測針系列產品,則包括各種螺紋尺寸的氧化鋯測針球和碳化鎢針形測頭,以及適合不同應用需求的配件組合。
服務和支援
Renishaw 50 年來持續擴展,不斷投資發展全球銷售及支援網路。時至今日,我們除了在 36 個以上國家設置辦事處,也建立了經銷商和代理商的全球網路。
本公司客戶所享有的好處,在於 Renishaw 全球庫存點會隨時保持超過 100,000 支的測針庫存量,可確保快速的當地交貨服務。
我們為客戶服務與支援所投入的努力,贏得了備受肯定的聲譽。如需技術諮詢或遭遇任何問題,Renishaw 全球服務網路可隨時提供建議,為您推薦合適的替代方案。
使用測針的主要秘訣:
- 使用原廠 Renishaw 測針。
- 務必使用最短最穩定的測針。
- 使用最大的測針球。
- 您是否使用熱穩定元件?請留意各種環境條件。
- 組合測針配置時,請參閱測頭製造商所指定允許的質量。
- 請盡量減少使用個別元件的數量。








現在就聯繫我們的銷售團隊
請與 Renishaw 聯絡以取得更多資訊及與專家交流。